
Sino Rise's 5-axels bearbetnings tjänster erbjuder obefriade hastighet och flexibilitet. Utrustad med en bred sorts avancerade 5-axels CNC-maskiner och ett mångfacetterat urval av material kan Sino Rise producera toppklassiga 5-axelsbearbetade delar. Vår erfarna team och starka tillverkningsförmågor möjliggör snabb design och framställning av komplexa och tidskritiska komponenter. Med världsklassaktutrustning, professionell expertis och rik erfarenhet använder Sino Rise två utmärkta konfigurationer för att tillverka precisa och komplexa delar.
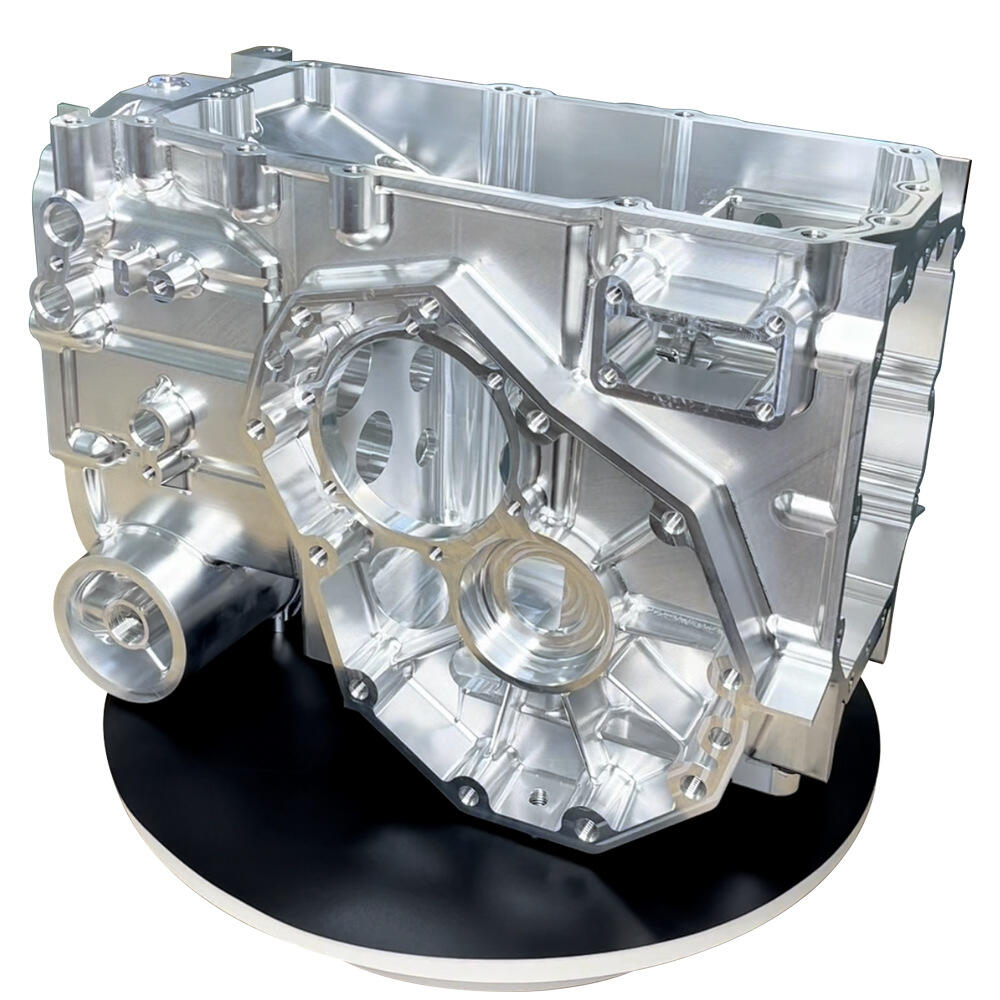

Utöver de tre linjära axlarna X, Y och Z har den också två rotationsaxlar. Vanligtvis är rotationsaxlarna A-axeln (roterar runt X-axeln), B-axeln (roterar runt Y-axeln) eller C-axeln (roterar runt Z-axeln). Detta möjliggör att skärningsverktyget kan justera sin ställning på vilken vinkel som helst i rummet, vilket gör det möjligt att bearbeta delar med komplexa krökta ytor, såsom flygmotorblad, ventilatorer, former osv.

Den kan bearbeta flera ytor vid en enda fixering, vilket minskar antalet fixeringsoperationer. Därefter minskas noggrannhetsförlusten orsakad av fixeringsfel. Samtidigt förkortas bearbetningstiden avsevärt och effektiviteten för bearbetningen förbättras.
| Beskrivning | |
|---|---|
| Aluminium | AL6061/ AL5052/ AL2024/ AL7075/ AL5083/ ADC12/ AL6082 |
| Rostfritt stål | SUS301/ SUS303/ SUS304/ SUS316/ SUS316L/ SUS420/ SUS430/ SUS630/17-4PH/ SUS321 |
| Läkningsstål | Q235 (A3Steel/ C45/ Cr12/ 3Cr13/ GCr15/ 40Cr/ 65Mn/ SKD11/ Steel 1018/ Steel 1020/ Högfartsstål/ Kallrullat stål/ Lagskivstål/ SPCC |
| Rostfritt stål | SUS301/ SUS303/ SUS304/ SUS316/ SUS316L/ SUS420/ SUS430/ SUS630/17-4PH/ SUS321 |
| Med en bredd av högst 150 mm | H59/ H62/ H68/ H80/ Blixbärnstomme/ C17200/ Aluminiumbärnstomme |
| Titan | TA1/ TC4 |
| Plast | ABS/ PTFE/ POM/ Bakelit/ PMMA/ PP/ PPS/ FR4/ HDPE/ LDPE/ PA6/ PA66/ PC/ PVC/ PU/ PEEK/ |
| Specialmaterial och andra | Koltråd /Glasfiber |
Bearbetningsförmåga Vår ISO 9001-certifiering visar att vi tillverkar 5-axelsfräsade delar för att uppfylla de strängaste toleranskraven. Vår standardtolerans för CNC-fräsad plast är ISO-2768-m och ISO-2768-f för metaller. Få högkvalitativa och precisa komplexa delar med utmärkt dimensionsstabilitet.
| Beskrivning | |
|---|---|
| Maximal delstorlek | 4000×1500×600 mm |
| Minimal delstorlek | 5 x 5 x 5 mm |
| Allmänna Toleranser | Inom ±0.002 mm |
| Leveranstid | För standardoperationer kan leveranstiderna vara så korta som 2-3 dagar, medan mer komplexa projekt kan kräva upp till 2 veckor. |
Ja, 5-axels CNC-fräsning är välkänd för sin förmåga att uppnå extremt stramma toleranser. Den kan vanligtvis hålla precision inom ±0,005 mm. Denna höga nivå av noggrannhet beror på maskinens förmåga att komma åt fem sidor av en del i en enda montering, vilket minskar antalet monteringar som krävs och minimerar fel som uppstår vid ompositionering. Den samtidiga rörelsen längs fem axlar möjliggör närmare verktygsbanor, vilket säkerställer precist följd av designspecifikationer, särskilt för komplexa geometrier.
pt för 5-axels CNC-fräsning när man tillverkar delar med komplexa geometrier, intrikata detaljer eller när hög precision är avgörande. Denna teknik är ideal för delar som kräver fräsning från flera sidor i en enda montering eller där flera verktygsvinklar behövs för att uppnå designen. Industrier som rymd- och flygindustrin, medicinskt och bilindustrin, där geometriska komplexiteter och stramma toleranser är vanliga, drar stort nytta av 5-axelsfräsning. Det är också föredeligt när man vill minska leveranstider och förbättra ytan slututföranden utan att kompromissa på detaljerna.
Kostnaden för 5-axels CNC-fräsningstjänster kan variera kraftigt baserat på flera faktorer, såsom komplexiteten av delen, typen av material som används och den krävda noggrannheten. Generellt sett kan priser ligga mellan 75 till 250 dollar per timme beroende på dessa variabler. För ett specifikt offert är det bäst att ge detaljerade ritningar och ange materielkrav på RapidDirects online-plattform så att en mer exakt uppskattning kan beräknas. Kom ihåg, även om 5-axelsbearbetning kan ha en högre timpris, minskar den ofta totala produktionstiden och antalet nödvändiga inställningar.
Huvudskillnaden mellan 5-axels och 3-axelsbearbetning ligger i deras respektive möjligheter och den komplexitet av delar de kan hantera. 3-axelsbearbetning opererar längs tre axlar (X, Y och Z), vilket är lämpligt för delar med relativt enkla geometrier. Det kräver vanligtvis flera inställningar och ompositioneringar för att nå alla sidor av delen. I motsats till detta lägger 5-axelsbearbetning till två ytterligare rotationsaxlar, vilket låter skärningsverktyget närma sig delen från praktiskt taget vilken riktning som helst. Denna förmåga gör det idealiskt för komplexa former, minskar inställningstiderna och förbättrar noggrannheten genom att minska handtering.

